


|
シートレベラー型式:R8L-2725-CS 加工材:小物シート材 板厚:0.05~0.2 板幅:max220 特徴:薄板用精密プレス加工の歩留まり向上 |
|
シートレベラー型式:R40S-1115-PF 加工材:コイル材 板厚:0.5~2.0 板幅:120 特徴:プレス前工程用 |
|---|---|---|---|
|
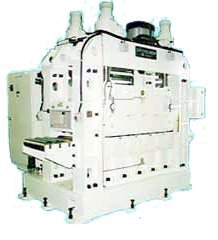
シートレベラー型式:R60L-1580 加工材:シート材 板厚:1~2.3 板幅:750 特徴:高剛性型 |
|
シートレベラー型式:G300-750 加工材:平角材 板厚:10~30 板幅:460 特徴:厚板用 |
|
XYレベラー型式:R40-2130-2P 加工材:自動車ATクラッチプレート等 板厚:max2.0 板幅:220 特徴:X-Y連続矯正 |
|
型鋼用レベラー型式:SBG-250-8 加工材:アングル材(形鋼) サイズ:L75×75×t3 特徴:コマロール交換により各種形鋼の矯正が可能 |
|
平角レベラー型式:FB120S-12 加工材:小物平角材 板厚:max8 板幅:38 特徴:平面、コバ面同時矯正により高精度な歪取りが可能 |
|
テンションレベラー型式:TR-0.2T-550 加工材:パンチング多孔板(コイル状) 板厚:0.05~0.1 板幅:70~550 特徴:板の延び歪を除去するための簡易テンションレベラー |
 |
|||








- 1.高精度・高能率であり、その上熟練を必要としない
- プレス及びハンマーによる歪取りは生産性が低く、熟練を必要とし、かつ精度もよくありません。ロールレベラーによる歪とりは、1回の矯正に要する時間は数秒以下であり、同一部品である限り歪の大小に無関係に完全な平坦精度が得られるから、誰でも簡単に操作することができます。
- 2.被矯正材質・形状に制限がない
- 金属板であればどんな材料であっても矯正できます。焼きいれしたものであっても、矯正中に破損しなければ矯正可能です。またどんなに加工されていても平板である限り矯正でき、矯正後形状の変化を生じません。
- 3.あらゆる加工による歪を除去でき、かつ経年変化が起こらない
- 圧延、切断、プレス加工、熱処理加工によって生ずる歪を除去できます。完全に残留応力をきんとうにできますので経時変化が起こりません。
- 4.ストレッチャ・ストレインを防止し、絞り加工性を向上させる。
- 充分なロール効果を与えられた板は、絞り加工性が向上し、ストレッチャ・ストレインを防止することができ、そのうえスキンパス圧延のように板の硬度を高めることはありません。
- 5.プレスの前工程に使い自動化ができる
- 最近のプレス加工の自動化に従い、コイル材の矯正を必要とされてきました。レベラーによって加工された材料でプレス加工しますと、製品の精度の向上とプレス型の寿命を延ばすことができます。近時のプレス加工にとってレベラーは不可欠となっております。

優れたレベラーの条件とはどういうものか、あるいは当社のレベラーの特徴はどこにあるのか、というご質問をお客様から頂くことがあります。
結論からいえば、その機種の最大負荷のワークが通板された時、上下ロール間の隙間が変化しない機械が特殊な例をのぞいて理想的といえます。
したがって、
- ロール径、真円度、真直度、焼入硬度
- メタルブロックの製作精度および軸受メタルとジャーナルのあたり精度
- 柱、桁、タイロッドの剛性(バックアップロール付の場合はラムも)
- バックアップロールの有無
- バックアップロールの列数
- バックアップロールと主ロールのあたり
- ロール圧加機構の精度と剛性
- ベッドの剛性と平面度
- ロールの4箇所の支点が常に安定していること
- ロールのすきまがゲージで直読出来、かつ復元性があること
- 操作性がよいこと
- 機械の耐久性が高いこと
等が優れたレベラーの条件です。
これらはどの機種にも共通しますが、お客様の使われるワークの材質(特に抗張力)、形状、寸法、必要平坦精度、生産量、使い方(プレスの前工程か後工程か単品)等により、ワークロールの本数、直径、ピッチ、長さ、バックアップロールの有無、モーター容量、制御方法等を決定します。
当社は、お客様の使用される条件に応じて、より適切な機種を迅速に行える専門メーカーとしての経験と知識の蓄積、技術と技能をもっております。
レベラーの各部品の精度と剛性が高く、ロールの圧加調整を簡単に正確に行えるのが当社のレベラー、地味ですが最も大切な特徴といえます。
そしてレベラーに関しては、どのようなご要求にも答えられる品揃えがあります。
当社の製品にワークを合わせるのではなく、お客様のワーク仕様によって機械を作るというのが、当社の機械作りの姿勢です。

(単位mm)
ロールピッチ |
機種名 |
ロール本数 |
板厚範囲 |
板幅範囲 |
ロール面長(制作範囲) |
外形図 |
|---|---|---|---|---|---|---|
8 |
R8-27** |
27 |
0.05~0.3 |
~40 |
50~70 |
- |
R8L-27** |
27 |
0.05~0.2 |
~270 |
~300 |
|
|
R8S-5106 |
51 |
0.05~0.2 |
~40 |
50~70 |
- |
|
12 |
R12-19** |
19 |
0.1~0.4 |
~140 |
60~150 |
- |
R12L-19** |
19 |
0.1~0.3 |
~370 |
~500 |
|
|
16 |
R16-19** |
19 |
0.15~0.8 |
~120 |
80~150 |
|
R16L-19** |
19 |
0.15~0.6 |
~660 |
~700 |
- |
|
20 |
R20-11** |
11・15 |
0.2~1.0 |
~120 |
100~160 |
- |
R20L-11** |
11・15 |
0.2~0.8 |
~1150 |
~1200 |
- |
|
30 |
R30-11** |
11・15 |
0.3~1.2 |
~220 |
100~250 |
|
R30L-11** |
11・15 |
0.3~1.0 |
~1450 |
~1500 |
- |
|
40 |
R40-9** |
9~21 |
0.5~2.0 |
~320 |
150~350 |
- |
G40-9** |
9・11 |
- |
||||
R40L-11** |
11・15 |
0.5~1.2 |
~1750 |
~1800 |
|
|
G40L-11** |
9・11 |
- |
||||
50 |
R50-15** |
15 |
0.8~2.6 |
~360 |
150~400 |
- |
G50-9** |
9・11 |
- |
||||
R50L-11** |
11・15 |
0.8~2.0 |
~2150 |
~2200 |
- |
|
G50L-11** |
11・15 |
- |
||||
60 |
R60-11** |
11・15 |
1.0~3.2 |
~460 |
150~500 |
- |
G60-7** |
7~11 |
|
||||
R60L-11** |
11・15 |
1.0~2.3 |
~2650 |
~2700 |
|
|
G60L-11** |
11・15 |
|
||||
80 |
R80-11** |
11・15 |
1.2~4.5 |
~460 |
200~500 |
|
G80-7** |
7・9 |
- |
||||
R80L-11** |
11・15 |
1.2~3.2 |
~2950 |
~3000 |
- |
|
G80L-9** |
9 |
- |
||||
その他外形図G160-750 |
|
|||||

※上表は、被矯正材質SPC相当(降伏点又は耐力:30kg/mm2以下)を基準に記載しています。その他材質の矯正に関してはお問合せ下さい。
※上表機種以外にも、ロールピッチ100~500の大型機や特殊機種の設計制作が可能です。被矯正材の仕様に合わせ、柔軟な対応をしております。詳しくはお問合せ下さい。
※各機種の外形図について・・・標準的機種をPDFファイルで掲載しております。非矯正材の仕様に合った外形図も迅速に対応致します、お問合せ下さい。


① |
ロール駆動構成・その他 |
|
|---|---|---|
② |
ロールピッチ(mm) |
|
③ |
タイプ |
|
④ |
ロール本数 |
上下ロールの総数を表示(標準は奇数本) |
⑤ |
ロール面長(cm) |
上表機種名内**標記部 |
⑥ |
付属装置 |
|

レベラー開発沿革
| - | 沿革 | 納入先 |
|---|---|---|
| 昭和23年 | 黒川政三 ロールレベラーの研究を始める | - |
| 昭和36年7月 |
型鋼矯正機(SB-825型) 1号機完成 |
三菱電機(株) |
| 昭和36年9月 |
J6 型レベラー機完成 小型精密ロールレベラーの分野に進出 |
サンスター金属(株) |
| 昭和41年3月 |
M型 ロールレベラー1号機完成 極薄板用ロールレベラーの分野を開拓 |
ソニー電子管(株) |
| 昭和49年10月 | 平鋼矯正機完成 |
徳村製作所 |
| 昭和51年2月 |
全自動連続矯正機ライン1号機 ブラウン管シャドウマスク用 |
(株)日立製作所 茂原工場 |
| 昭和58年11月 |
NC制御全自動矯正機 航空機クラッチ板用 |
日本航空(株) |
| 昭和59年8月 |
縦横2次元 新機構平鋼矯正機1号機 (特許出願番号198148) |
日立金属(株) 安来工場 |
| 昭和62年11月 | NC制御厚板用(50mm)矯正機完成 |
日立金属(株)安来工場 |
| 昭和63年7月 |
XYレベラー 自動車クラッチ板用 |
韓国 現代自動車 |
| 昭和63年11月 |
シャドウマスク自動矯正装置 テレビブラウン管用 |
松下電器産業(株)AMEC-USA |
| 平成2年6月 | 厚物型鋼用レベラー |
愛知製鋼(株) |
| 平成2年12月 | テンション装置用6段レベラー |
日新製綱(株) |
| 平成3年1月 | テンション装置用レベラー |
川崎製鉄(株) |
| 平成4年7月 | 銅版成形ライン |
三鈴金属商事(株) |
| 平成10年6月 |
超高張力鋼用高剛性レベラー開発 1号機 |
浪速ステンレス工業 |
| 平成12年5月 |
超高張力鋼用高剛性レベラー 2号機 |
浪速ステンレス工業 |